EN/DIN ब्राइट कोल्ड ड्रॉ प्रिसिजन सीमलेस स्टील ट्यूब्स
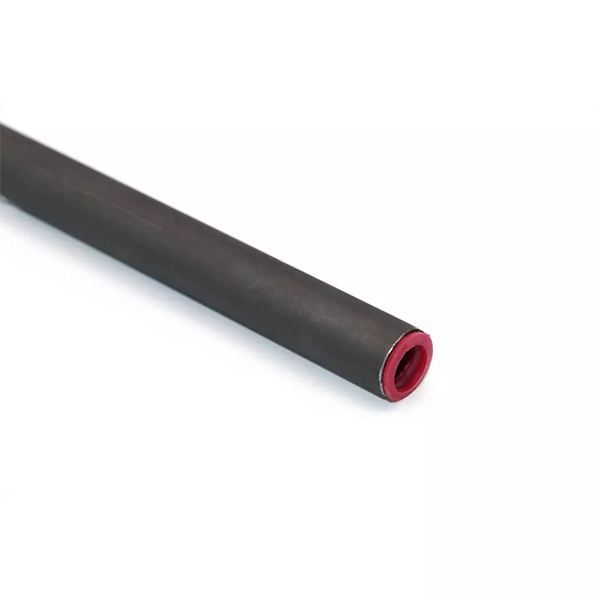
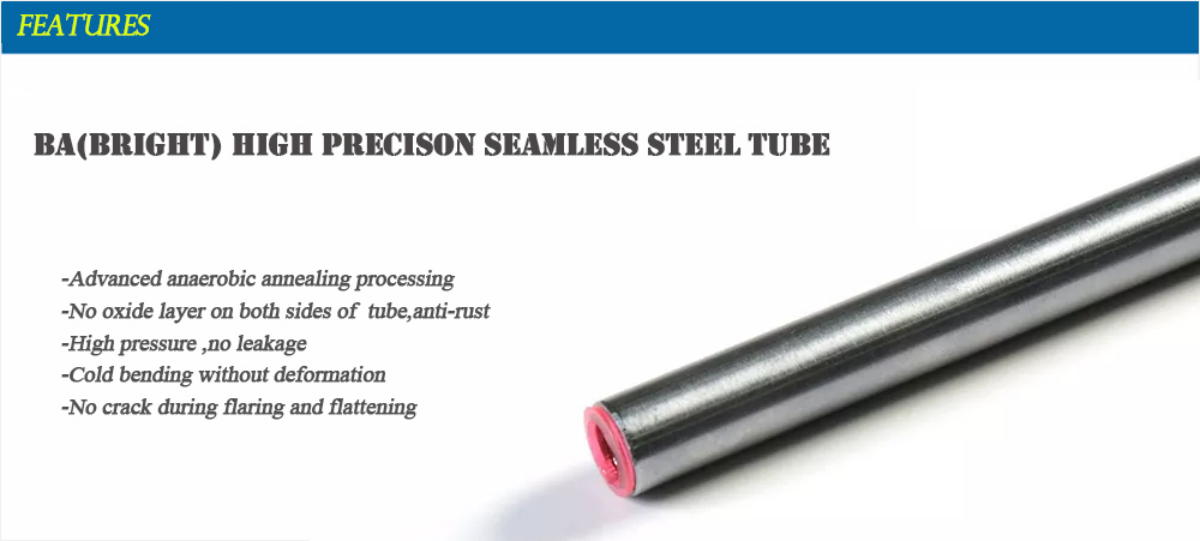
नलिका क्रॅकशिवाय वाकलेली, भडकणारी आणि सपाट होऊ शकते.ट्यूबच्या दोन्ही बाजूंच्या ऑक्साईडच्या थरावर त्याची उच्च सुस्पष्टता आहे.हे विविध जटिल विकृती आणि मशीनिंगसाठी वापरले जाऊ शकते.BA उच्च परिशुद्धता सीमलेस स्टील ट्यूब सामान्यतः हायड्रॉलिक सिलिंडर, डिझेल, हायड्रॉलिक पंप स्टेशन आणि हायड्रॉलिक सिस्टमसाठी वापरली जाते ज्यांना उच्च अचूकता आणि स्वच्छतेमध्ये स्टील ट्यूबची आवश्यकता असते.
तपशील
| मानक | DIN2391 DIN1630 EN10305 DIN2445 JIS G3445 SAE J524 |
| ग्रेड | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| वितरण अट | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| आकार | OD:4 ते 219mm जाडी 0.5-35mm, लांबी: 3m,5.8,6 किंवा आवश्यकतेनुसार |
| समाप्त करा | गॅल्वनाइज्ड पृष्ठभाग (स्लिव्हर/पिवळा/रंगीत) 8-12um चे झिंक कोटिंग |
| अर्ज | हायड्रोलिक प्रणाली;कार/बस;बांधकाम वाहन |
| वितरण वेळ | A. 3 दिवस जर हा चांगला स्टॉक माल असेल.B. प्रमाणानुसार सुमारे 30 दिवस |
| हायड्रोलिक प्रिसिजन स्टील ट्यूब स्टॉकमध्ये आहे | ||||||||||
| OD | जाडी(मिमी) | |||||||||
| mm | ||||||||||
| 4 | ४*१ | |||||||||
| 6 | ६*१ | ६*१.५ | ६*२ | |||||||
| 8 | ८*१ | ८*१.५ | ८*२ | |||||||
| 10 | १०*१ | १०*१.५ | १०*२ | 10*2.5 | ||||||
| 12 | १२*१ | १२*१.५ | १२*२ | १२*२.५ | १२*३ | |||||
| 14 | 14*1 | 14*1.5 | 14*2 | 14*2.5 | 14*3 | |||||
| 15 | १५*१ | १५*१.५ | १५*२ | १५*२.५ | १५*३ | १५*३.५ | ||||
| 16 | १६*१ | 16*1.5 | १६*२ | १६*२.५ | १६*३ | 16*3.5 | १६*४ | 16*4.5 | ||
| 18 | १८*१ | १८*१.५ | १८*२ | १८*२.५ | १८*३ | १८*३.५ | १८*४ | १८*४.५ | ||
| 20 | २०*१ | 20*1.5 | २०*२ | 20*2.5 | 20*3 | 20*3.5 | २०*४ | 20*4.5 | 20*5 | |
| 22 | 22*1 | 22*1.5 | 22*2 | 22*2.5 | 22*3 | 22*3.5 | 22*4 | 22*4.5 | 22*5 | |
| 25 | २५*१ | २५*१.५ | २५*२ | २५*२.५ | २५*३ | २५*३.५ | २५*४ | २५*४.५ | २५*५ | |
| 28 | २८*१ | २८*१.५ | २८*२ | २८*२.५ | २८*३ | २८*३.५ | २८*४ | २८*४.५ | २८*५ | |
| 30 | ३०*१ | ३०*१.५ | ३०*२ | ३०*२.५ | ३०*३ | ३०*३.५ | ३०*४ | ३०*४.५ | ३०*५ | ३०*६ |
| 32 | ३२*१.५ | ३२*२ | ३२*२.५ | ३२*३ | ३२*३.५ | ३२*४ | ३२*४.५ | ३२*५ | ३२*६ | |
| 34 | ३४*१.५ | ३४*२ | ३४*२.५ | ३४*३ | ३४*३.५ | ३४*४ | ३४*४.५ | ३४*५ | ३४*६ | |
| 35 | 35*1.5 | 35*2 | 35*2.5 | 35*3 | 35*3.5 | 35*4 | 35*4.5 | 35*5 | 35*6 | |
| 38 | ३८*२ | ३८*२.५ | ३८*३ | ३८*३.५ | ३८*४ | ३८*४.५ | ३८*५ | ३८*६ | ||
| 40 | ४०*२ | 40*2.5 | ४०*३ | 40*3.5 | 40*4 | 40*4.5 | 40*5 | 40*6 | ||
| 42 | ४२*२ | ४२*२.५ | ४२*३ | ४२*३.५ | ४२*४ | ४२*४.५ | ४२*५ | ४२*६ | ||
| 45 | ४५*२ | ४५*२.५ | ४५*३ | ४५*३.५ | ४५*४ | ४५*४.५ | ४५*५ | ४५*६ | ||
| 46 | ४६*२ | ४६*२.५ | ४६*३ | ४६*३.५ | ४६*४ | ४६*४.५ | ४६*५ | ४६*६ | ||
| 48 | ४८*२ | ४८*२.५ | ४८*३ | ४८*३.५ | ४८*४ | ४८*४.५ | ४८*५ | ४८*६ | ||
| 50 | ५०*२ | ५०*२.५ | ५०*३ | ५०*३.५ | ५०*४ | ५०*४.५ | ५०*५ | ५०*६ | ||
| 54 | ५४*२.५ | ५४*३ | ५४*३.५ | ५४*४ | ५४*४.५ | ५४*५ | ५४*६ | |||
| 60 | ६०*२.५ | ६०*३ | ६०*३.५ | ६०*४ | ६०*४.५ | ६०*५ | ६०*६ | |||
| 65 | ६५*३ | ६५*३.५ | ६५*४ | ६५*४.५ | ६५*५ | ६५*६ | ||||
| 75 | ७५*३.५ | 75*4 | ७५*४.५ | 75*5 | 75*6 | |||||
| 76 | ७६*४ | ७६*४.५ | ७६*५ | ७६*६ | ||||||
| 89 | ८९*६ | |||||||||
| टीप: आम्ही तुमच्या गरजेनुसार इतर आकार तयार करू शकतो. पृष्ठभाग उपचार: तेजस्वी, गॅल्वनाइज्ड, फॉस्फेट इ. | ||||||||||
रासायनिक रचना
| स्टील ग्रेड | C | Si | Mn | P | S | Al | |
| नाव | नाही. | कमाल | कमाल | कमाल | कमाल | कमाल | कमाल |
| E215 | १.०२१२ | ०.१ | ०.०५ | ०.७ | ०.०२५ | ०.०१५ | ०.०२५ |
| E235 | 1.0308 | ०.१७ | 0.35 | १.२ | ०.०२५ | ०.०१५ | - |
| E355 | १.०५८ | 0.22 | ०.५५ | १.६ | ०.०२५ | ०.०१५ | - |
| ST35 | 1.0308 | ०.१७ | 0.35 | 0.4 (मिनिट) | ०.०२५ | ०.०२५ | - |
| ST45 | १.०४०८ | 0.21 | 0.35 | 0.4 (मिनिट) | ०.०२५ | ०.०२५ | - |
| ST52 | १.०५८ | 0.22 | ०.५५ | १.६ | ०.०२५ | ०.०२५ | - |
यांत्रिक गुणधर्म
| स्टील ग्रेड | उत्पन्न शक्ती (Mpa) | तन्य शक्ती (Mpa) | वाढवणे (%) | |
| नाव | नाही. | ReH (मि.) | Rm(मिनिट) | A(मिनिट) |
| E215 | १.०२१२ | 215 | 290 ते 430 | 30 |
| E235 | 1.0308 | 235 | 340 ते 480 | 25 |
| E355 | १.०५८ | 355 | 490 ते 630 | 22 |
| ST35 | 1.0308 | 235 | 340 ते 480 | 25 |
| ST45 | १.०४०८ | २५५ | 440 ते 570 | 21 |
| ST52 | १.०५८ | 355 | 490 ते 630 | 22 |
सहिष्णुता
| OD | परवानगीयोग्य सहिष्णुता | विशेष सहिष्णुता | ||
| GB/T3639 | DIN2391 | OD | WT | |
| 4 मिमी-20 मिमी | ±0.10 मिमी | ±0.08 मिमी | ±0.05 मिमी | ±0.05 मिमी |
| 20 मिमी-30 मिमी | ±0.10 मिमी | ±0.08 मिमी | ±0.08 मिमी | ±0.08 मिमी |
| 31 मिमी-40 मिमी | ±0.15 मिमी | ±0.15 मिमी | ±0.10 मिमी | ±0.08 मिमी |
| 41 मिमी-60 मिमी | ±0.20 मिमी | ±0.20 मिमी | ±0.15 मिमी | ±0.15 मिमी |
| 61 मिमी-80 मिमी | ±0.30 मिमी | ±0.30 मिमी | ±0.20 मिमी | ±0.20 मिमी |
| 81 मिमी-120 मिमी | ±0.45 मिमी | ±0.45 मिमी | ±0.30 मिमी | ±0.30 मिमी |
वितरण स्थिती
| पदनाम | चिन्ह | वर्णन |
| थंड पूर्ण (कठीण) | BK(+C) | शेवटच्या थंडीनंतर ट्यूब्समध्ये उष्णता उपचार होत नाहीत आणि त्यामुळे विकृतीला उच्च प्रतिकार असतो. |
| थंड पूर्ण (मऊ) | BKW | अंतिम उष्णता उपचार मर्यादित विकृतीचा समावेश असलेल्या कोल्ड ड्रॉइंगद्वारे केले जाते.योग्य पुढील प्रक्रिया काही प्रमाणात थंड होण्यास अनुमती देते (उदा. वाकणे, विस्तारणे) |
| (+LC) | ||
| सर्दी संपली आणि तणावमुक्त | BKS(+SR) | शेवटच्या थंड होण्याच्या प्रक्रियेनंतर उष्णता उपचार लागू केले जातात.योग्य प्रक्रिया परिस्थितींच्या अधीन राहून, अवशिष्ट ताणतणावांमध्ये होणारी वाढ एका विशिष्ट प्रमाणात निर्मिती आणि मशीनिंग दोन्ही सक्षम करते. |
| ऍनील केलेले | GBK(+A) | शेवटची शीत तयार करण्याची प्रक्रिया नियंत्रित वातावरणात एनीलिंगद्वारे केली जाते. |
| सामान्यीकृत | NBK(+N) | शेवटची शीत निर्मिती प्रक्रिया नियंत्रित वातावरणात वरच्या परिवर्तन बिंदूच्या वर ऍनीलिंग करून केली जाते. |
गुणवत्ता हमी
1. DIN2391/EN10305 किंवा इतर मानकांनुसार कठोर.
2. नमुना: नमुना चाचणीसाठी विनामूल्य आहे.
3. चाचण्या: ग्राहकांच्या विनंतीनुसार सॉल्ट स्प्रे टेस्ट/टेन्साइल टेस्ट/एडी करंट/केमिकल कंपोझिशन टेस्ट
4.प्रमाणपत्र: IATF16949, ISO9001, SGS इ.
5.EN 10204 3.1 प्रमाणन
अर्ज